There are four different types of slide plates. They are the same except for the slide material. PTFE, 25% Glass Filled is typically used where temperatures are less than 400o F, and graphite is used at higher temperatures. The typical slide plate is shown in Fig. 16, below.
Figure 16: Slide Plate
When Welding
Place protective covering on PTFE, 25% Glass Filled or Graphite for protection against damage.
Locate the PTFE, 25% Glass Filled on the existing steel surfaces. Use 1/8″ fillet weld. (Weld 1″ and skip 4″). Follow welding sequence as shown in Figure 17 i.e, 1, 2, 3 etc. For welding, use GMAW 0.035 wire or SMAW 3/32″ stick.
If a full weld is desired, use a similar pattern of welding until a full weld is obtained. This method will prevent damage to the PTFE, 25% Glass Filled or Graphite. (A full weld will help prevent seepage of water between the PTFE, 25% Glass Filled or graphite bearing and the support structure.) Avoid overheating, which may destroy the bonding of the PTFE, 25% Glass Filled or graphite to the base plate.
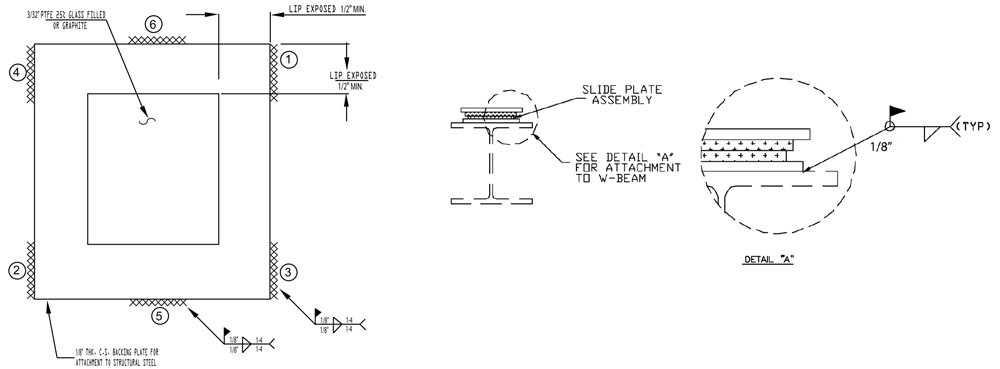
Figure 17: Slide Plate Welding
When In Concrete
Secure the top and bottom elements together with paper adhesive tape. Then attach the bottom element anchor bolts with wire to the form. After the bottom pour is made, repeat on top element. During the first expansive cycle, the tape will break.
Maintenance
Slide plates require no maintenance when utilized as recommended. Backing plates and accessory hardware exposed to certain environments may require protection from corrosion. In this situation, the assembly should be fabricated from corrosion resisting materials such as stainless steel, or protected by suitable coating systems. High-performance prime coatings are provided by the manufacturer when specified or required. Under nominal protected conditions, carbon steel backing plates will require little or no maintenance.