Design and Application of Slide Bearing Plates in Mechanical Systems
Download Slide Plates General Information
Slide bearing plates are a very cost-effective way of providing for movement of mechanical systems. Piping Technology & Products, Inc. supplies slide bearing plates for a variety of applications including support of piping, heavy equipment such as pressure vessels, and structural steel members.
The plates provide a surface with a low coefficient of friction which can be attached to a supporting structure. This combination provides support while simultaneously allowing an object to move (slide) freely along the supporting surface.
Most designers use the “sandwich” concept when applying slide plates to their systems. Diagram A shows a “sandwich” composed of two identical slide plates, one on top and another on the bottom. Each slide plate is composed of two components: a metal backing plate (which is like the bun of the “sandwich”) and a low-friction material which is bonded to the metal backing plate.
In a typical application, a slide bearing plate is welded to a structural steel member which is strong enough to provide the required support, but whose coefficient of friction is too high. When the pipe supported by the member moves (due to thermal expansion, for example), it slides across the surface of the bearing plate without contacting the steel beam. To return to our “sandwich” metaphor, the top half of the “sandwich” is bonded to the pipe, and the bottom half to the steel beam.
One combination of materials that we recommend is that of PTFE (Polytetrafluoroethylene), 25% glass filled, bonded to stainless steel. Both materials resist oxidation and have long lives even in stressful environments. For large slide plates, galvanized steel can be used in place of stainless steel to reduce the cost.
| Material | Friction Coefficient | Temp Range (°F) | Load Capacity | Corrosion Resistance | Cost | Typical Applications |
| PTFE, 25% Glass Filled | 0.01 to .2 | -320 to 500°F | Loads up to 2,000 PSI | Excellent (chemically inert) | $$ | Clean environments, HVAC, low-friction pipe supports |
| Graphite | 0.15 | +1,000°F Air & +3,000°F Inert | Loads up to 2,000 PSI | Good | $$$ | High-temp piping, steam lines, process plants |
| Stainless Steel | 0.08 @ Min. Pressure 0.06 @ Max. Pressure (polished) |
Up to 1500°F | Loads up to 5,000 PSI | Excellent | $$$ | Refineries, petrochem, power plants |
| Bronzphite® | 0.15 | Up to 1,100°F | Loads up to 5,000 PSI | Good | $$$$ | Offshore, dirty/abrasive conditions |
| Marinite® | 0.08 @ Min. Pressure 0.06 @ Max. Pressure |
+400°F to +800°F | 100 PSI to 2,500 PSI | Poor (moisture-sensitive) | $$$ | Combination of slide plate material encapsulating the marinite® |
Assembly Basics
As stated above, slide plates are arranged in a “sandwich” formation, which consists of an upper slide plate component and a lower slide plate component.
The lower slide plate may also be welded to a stationary support (i.e. structural steel member), which grounds the plate, while the other plate is attached to the moving component directly. As the system moves, friction is transferred at the intersection of the two plates.
When ordering, always specify the dimensions of the upper and lower slide plate. As a rule, the upper slide plate should be large enough to completely cover the lower plate at all times.
Recommended Applications / Temperature Limits
Different plates are suited for different temperature limits. While all plates have been rigorously tested for suitability within industrial settings, understanding the particular variables of that setting is vital to purchasing the appropriate plate for each application.
Temperature Considerations
PTFE (25% glass filled) provides a low coefficient of friction for most combinations of temperature and load. For most applications, PTFE is adequate when the temperature is less than 500 °F.
When the slide bearing plate must function at higher temperatures, graphite can be used instead of PTFE. The load-bearing capacity of graphite is not sensitive to increases in temperature, but the adhesive used to bond the graphite to its metal backing is.
It is good practice to use additional mechanical fasteners such as counter-sunk screws to help hold the graphite in place when the temperatures are above 500 °F. For combinations of temperature and load beyond the capabilities of graphite, special designs must be considered.
Attachment Considerations
Welding is the most common method of attaching the slide bearing plate to supporting metal structures. When this approach is used a slide plate must be designed with a “lip” since the welding’s extreme temperature may break the bond between the low-friction material and the metal plate. A 1/4” “lip” is adequate for most welded installations.
When welding cannot be used (for safety or other reasons) to attach the slide plates, bolting is the most common substitute.
Slide Bearing Plates at Piping Technology & Products
Slide bearing plates are components of many of our products such as guided pipe shoes and upthrust constants. As a result, we have extensive experience in bonding PTFE and graphite to metal plates.
As one of the largest piping accessory manufacturers in the United States, we have the capability to develop custom appliances for your piping system, exactly as you need it.
Before we begin constructing your slide bearing plates, we need to know the following:
• The material you desire for the low-friction surface, based on the highest combinations of temperature and load the component will experience.
• The desired size and shape for the low-friction surface.
• The type of metal, size, and shape you desire for the backing steel. Most designers choose galvanized or stainless steel.
Looking to order slide bearing plates? Request a quote now.
Non-Standard Assembly Configurations
Slide Plates for Higher Load Capacities
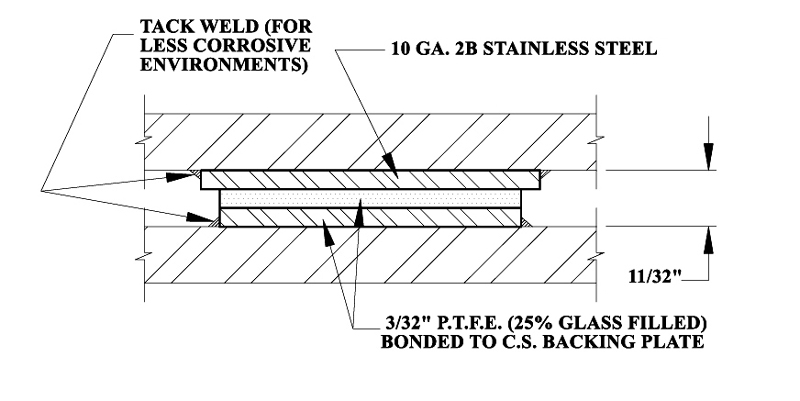
Notes:
1. Pressure range: 75 PSI to 2,200 PSI
2. Temperature range: -320 °F to 400 °F
3. Alternate backing materials are available.
Slide Plates for Deflection & Expansion at Higher Loads
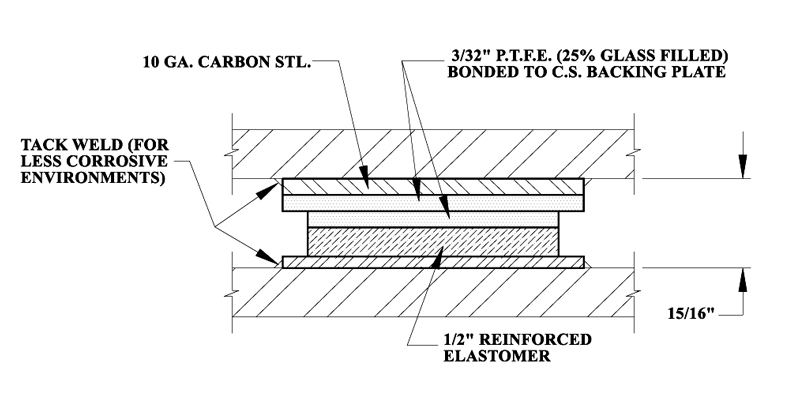
Notes:
1. Pressure range: 75 PSI to 1,500 PSI
2. Temperature range: -50 °F to 200 °F
3. Alternate thicknesses of reinforced elastomer available.
Slide Plates For Welding To Mating Surfaces
Notes:
1. Pressure range: 75 PSI to 2,000 PSI
2. Temperature range: -320 °F to 400 °F
3. Alternate backing materials are available.
Slide Plates For High Temperature & High Load Bearing
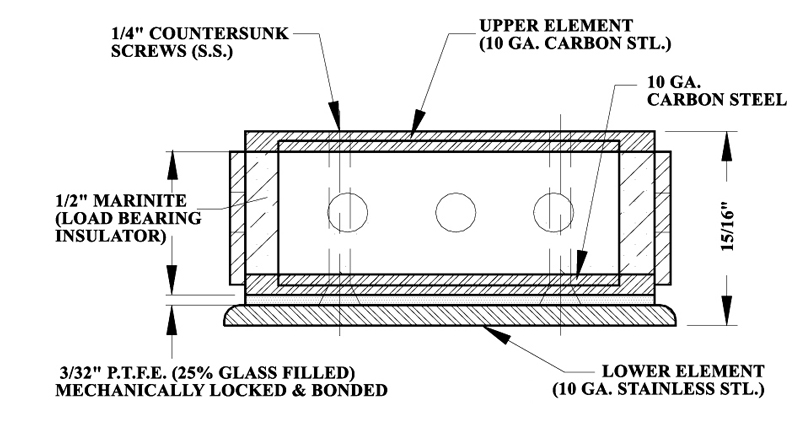
Notes:
1. Pressure range: 100 PSI to 2,500 PSI
2. Temperature range 1/2” insulator: 400 °F to 800 °F
3. Coefficient of friction:
0.08 @ min. pressure
0.06 @ max. pressure